Die-cast aluminum
Our die casting plant in Cologne specializes in the cold chamber die casting process. Our qualified employees manufacture high-strength components from aluminum alloys for use in the automotive industry.
The aluminium die casting process impresses with its representation of complex geometries, high dimensional accuracy, good surface quality, low wall thicknesses (weight-optimized) and is ideal for cost-effective series production thanks to the short cycle times.


Overview of Production process
-
Melting:
Use of alloys such as AC 46000 or AC 43400 (low copper) at melting temperatures of up to 730 °C. -
Casting:
Introducing the molten metal into the die casting mold at 680 °C with a casting pressure of up to 1,000 bar enables low component wall thicknesses, high dimensional accuracy and fast cycle times (75-100 sec.). These are necessary to enable economical series production. -
Mold cooling & vacuum:
State-of-the-art vacuum technology and mold cooling systems (spot cooling) are used to achieve the best component quality. -
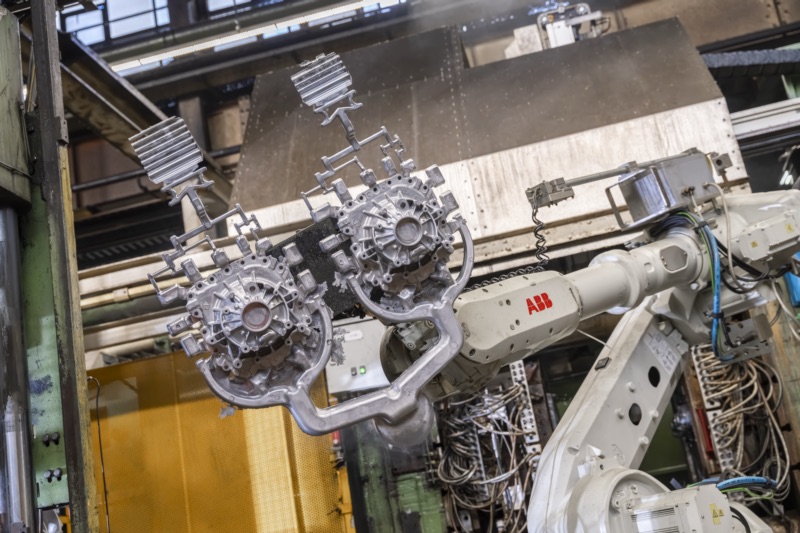
Automated removal:
Trouble-free component handling within the casting cell is achieved by specialized foundry robots. -
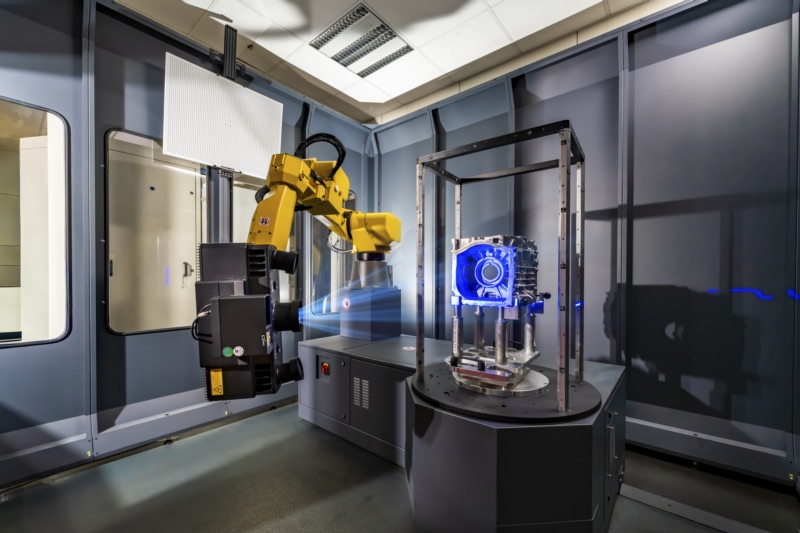
Quality:
Integrated X-ray inspection (YXLON®), computer tomography (CT), tactile and camera-based dimensional accuracy testing and state-of-the-art leak testing guarantee a high component quality standard.
Aluminum die casting production process
Precision starts with the raw material
The quality of the molten aluminum is the decisive basis for high-quality components. We ensure this by using state-of-the-art melting furnaces and subsequent degassing. Continuous density index testing and spectral analyses guarantee the purity of the melt.
We currently use the alloys AC 46000 for engine and transmission components and AC 43400 (with a low copper content) for inverter housings in the e-mobility sector. Compliance with melting temperatures of 730 °C and casting temperatures of 680 °C is continuously monitored digitally to ensure the highest possible casting quality.

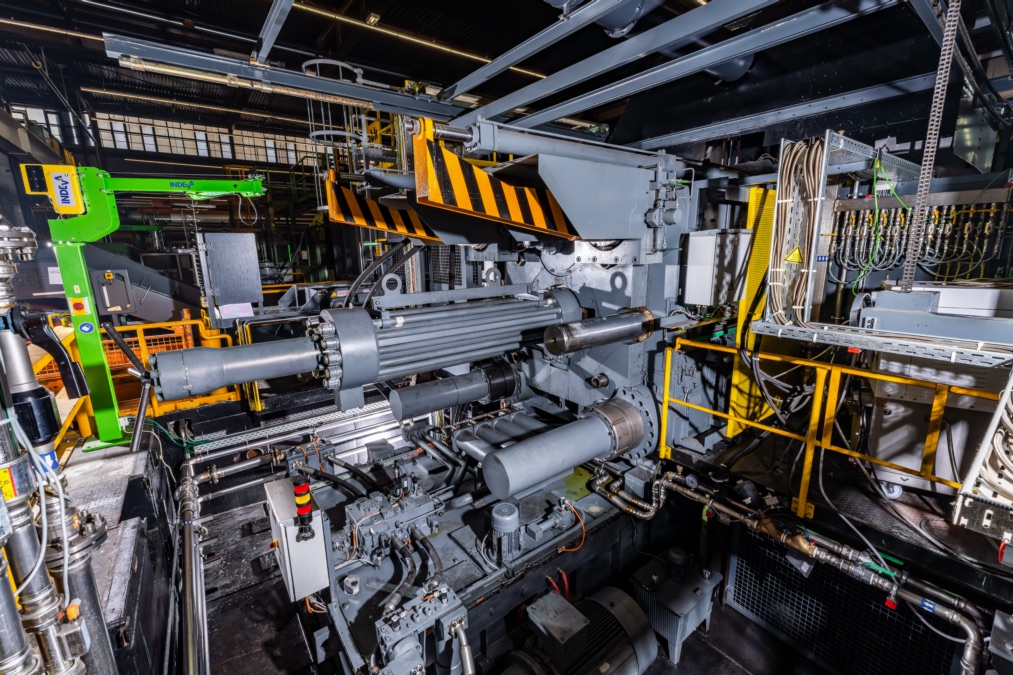
Shaping under maximum pressure
With clamping forces ranging from 1,350 to 2,700 metric tons, the molten material is injected into the mold at a pressure of up to 1,000 bar.
Using state-of-the-art simulation software (MAGMASOFT®), we optimize the process even before the first casting to ensure optimal castability and quality. Short cycle times of approximately 75–100 seconds per component enable cost-effective mass production.
Safety through seamless quality control
Automotive standards do not tolerate mistakes. We use state-of-the-art equipment to ensure our high quality standards:
-
Zeiss CT (computed tomography) METROTOM 1500
-
YXLON X-ray inspection
-
Leitz Sirio 688 multi-axis coordinate measuring machines (CMM)
-
Zeiss (GOM) ATOS – Optical 3D camera measuring system
-
Leak tests using water/air and air/air (helium test if required)

Finalization
The final processing step is shot blasting on our high-performance continuous-flow blasting systems. Here, any remaining scale is reliably removed to achieve an optimal surface finish.
Our qualified personnel conduct a final quality inspection before the component is dispatched or forwarded to subsequent process steps such as machining and assembly.
Technical machinery
| Details / Values | |
|---|---|
| Number of machines | 15 die casting machines from well-known manufacturers |
| Clamping forces | 1,350 to, 2,000 to, 2,700 to |
| Melting furnaces | StrikoMelter PUREFFICIENCY° with maximum energy efficiency |
| Mold making | Mold and tool repair in our own tool shop |
Process support in die casting
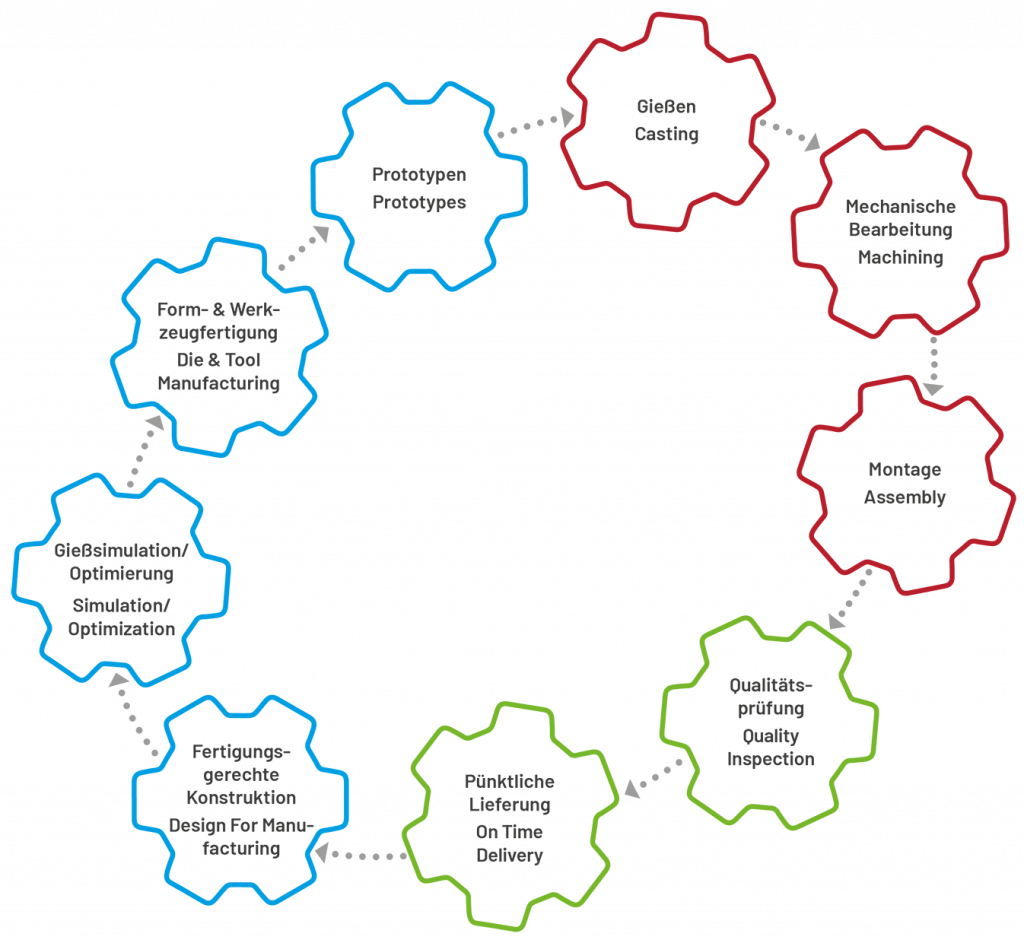
Our project management controls your orders precisely along the nine process phases – certified according to automotive standards for maximum transparency and adherence to deadlines.
-
Central project management:
A dedicated contact person accompanies you through all technological stages, from production-oriented design and casting simulation to final delivery. -
Maturity level assurance:
We systematically monitor every milestone of your project – from the initial prototype phase and high-precision toolmaking through to the successful SOP (start of production). -
Interface minimization:
By seamlessly interlinking engineering, casting, mechanical processing and assembly at our site in Cologne, we reduce your complexity and ensure smooth series production.
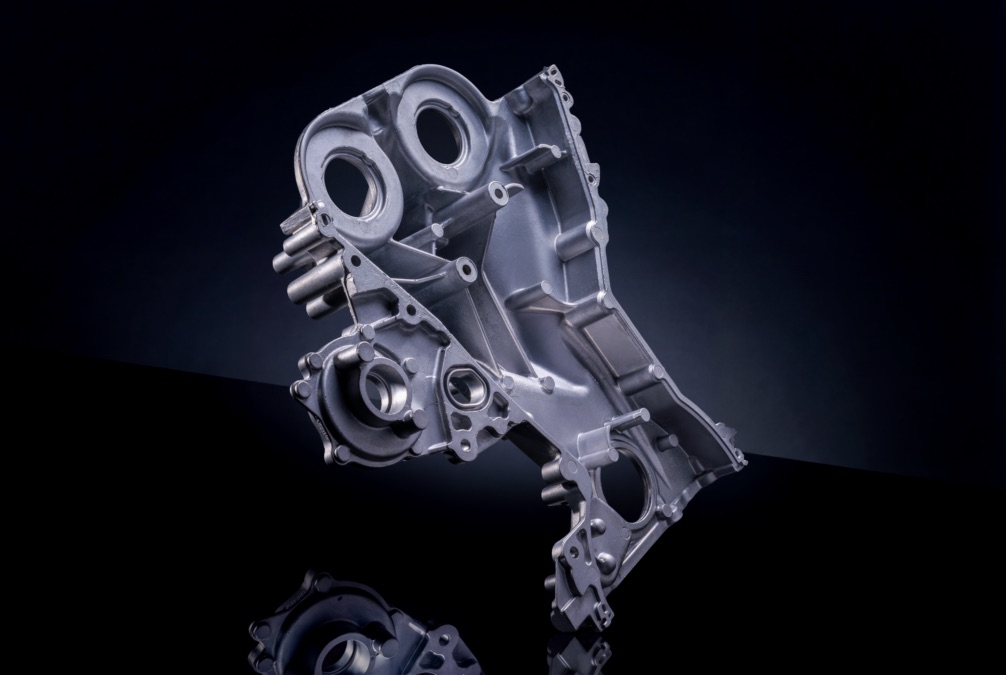
Product gallery: Series production
Our experience ranges from classic combustion engine components (front covers, gearboxes and clutch housings) to complex solutions for electric vehicles with enhanced quality requirements.