Aluminium-Druckguss
Unser Druckgusswerk in Köln ist auf das Kaltkammer-Druckgussverfahren spezialisiert. Unsere qualifizierten Mitarbeiter fertigen hochfeste Bauteile aus Aluminiumlegierungen für den Einsatz in der Automobilindustrie.
Das Aluminium-Druckgussverfahren überzeugt durch Darstellung komplexer Geometrien, hohe Maßgenauigkeit, gute Oberflächenqualität, geringe Wandstärken (gewichtsoptimiert) und ist durch die geringen Zykluszeiten ideal für kostengünstige Serienproduktion.


Überblick Produktionsprozess
-
Schmelzen:
Einsatz von Legierungen wie AC 46000 oder AC 43400 (Low Copper) bei Schmelztemperaturen von bis zu 730 °C. -
Gießen:
Das Einbringen der Schmelze bei 680 °C in die Druckgussform mit bis zu 1.000 bar Gießdruck ermöglicht geringe Bauteilwandstärken, hohe Maßhaltigkeit und schnelle Zykluszeiten (75–100 Sek.). Diese sind notwendig, um eine wirtschaftliche Serienfertigung zu ermöglichen. -
Formkühlung & Vakuum:
Zur Erreichung bester Bauteilqualität werden modernste Vakuumtechnik und Formkühlungssysteme (Punktkühlung) eingesetzt. -
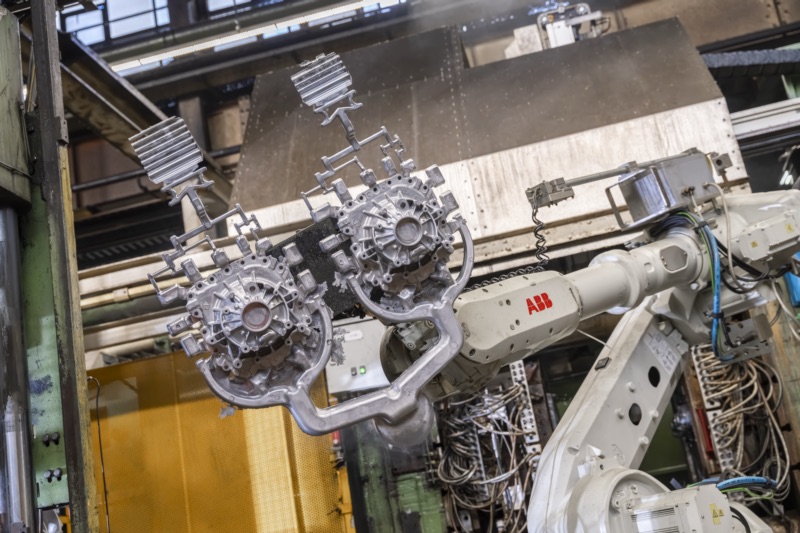
Automatisierte Entnahme:
Ein störungsfreies Bauteilhandling innerhalb der Gießzelle wird durch spezialisierte Gießereiroboter erreicht. -
Qualität:
Integrierte Röntgenprüfung (YXLON®), Computertomographie (CT), taktile und kamerabasierte Maßhaltigkeitsprüfung sowie modernste Dichtheitsprüfungen garantieren einen hohen Bauteil-Qualitätsstandard.
Alumimium-Druckguss Produktionsprozess
Präzision beginnt beim Rohstoff
Die Qualität des geschmolzenen Aluminiums ist die entscheidende Grundlage für hochwertige Komponenten. Diese sichern wir durch den Einsatz modernster Schmelzöfen und ein anschließendes Impellern (Entgasung) ab. Eine kontinuierliche Dichteindexprüfung sowie Spektralanalysen gewährleisten dabei die Reinheit der Schmelze.
Derzeit setzen wir die Legierungen AC 46000 für Motoren- und Getriebekomponenten sowie AC 43400 (mit geringem Kupferanteil) für Invertergehäuse im Bereich E-Mobility ein. Die Einhaltung der Schmelztemperaturen von 730 °C und Gießtemperaturen von 680 °C wird kontinuierlich digital überwacht, um eine größtmögliche Gießqualität sicherzustellen.

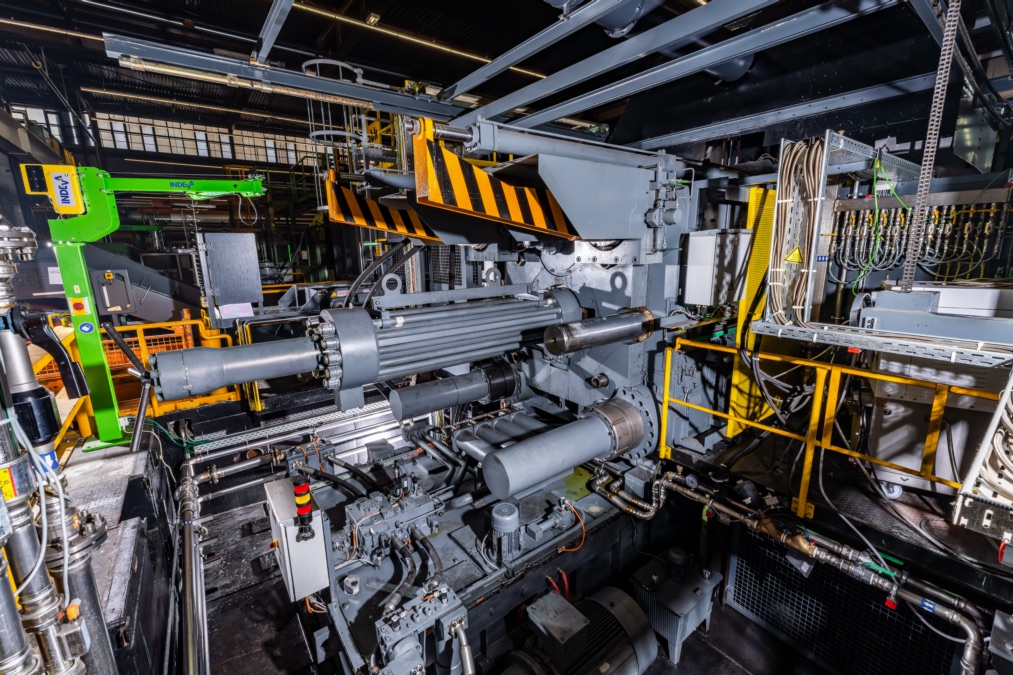
Formgebung unter Höchstdruck
Mit Klemmkräften von 1.350 bis 2.700 Tonnen wird die Schmelze mit einem Gießdruck von bis zu 1.000 bar in die Form gepresst.
Dank modernster Simulationssoftware (MAGMASOFT®) optimieren wir den Prozess bereits vor dem ersten Guss, um eine optimale Gießbarkeit und Qualität zu gewährleisten. Kurze Zykluszeiten von ca. 75–100 Sekunden pro Bauteil ermöglichen eine kostengünstige Serienproduktion.
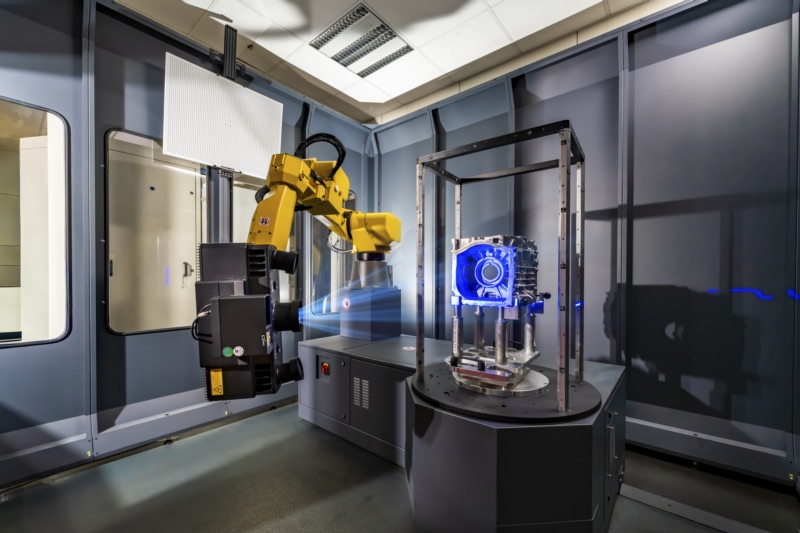
Sicherheit durch lückenlose Qualitätskontrolle
Automotive-Standards dulden keine Fehler. Zur Sicherstellung unserer hohen Qualitätsansprüche setzen wir modernstes Equipment ein:
-
Zeiss CT (Computertomografie) METROTOM 1500
-
YXLON-Röntgenprüfung
-
Leitz Sirio 688 Mehrachsen-Koordinatenmessmaschinen (KMM)
-
Zeiss (GOM) ATOS – Optisches 3D-Kameramesssystem
-
Dichtheitsprüfungen mittels Wasser/Luft sowie Luft/Luft (Helium-Prüfung bei Bedarf)

Finalisierung
Der finale Bearbeitungsschritt ist das Kugelstrahlen auf unseren leistungsstarken Durchlauf-Strahlanlagen. Hier werden noch vorhandene Flitter zuverlässig beseitigt, um ein optimales Oberflächenbild zu erzielen.
Unsere qualifizierten Mitarbeiter prüfen ein letztes Mal die Qualität, bevor das Bauteil in den Versand geht oder weiteren Prozessschritten wie der mechanischen Bearbeitung und Montage zugeführt wird.
Technischer Maschinenpark
| Details / Werte | |
|---|---|
| Maschinenanzahl | 15 Druckgussmaschinen namenhafter Hersteller |
| Klemmkräfte | 1.350 to, 2.000 to, 2.700 to |
| Schmelzöfen | StrikoMelter PUREFFICIENCY° mit höchster Energieeffizienz |
| Formenbau | Form- und Werkzeugreparatur im eigenen Werkzeugbau |
Prozessbegleitung im Druckguss
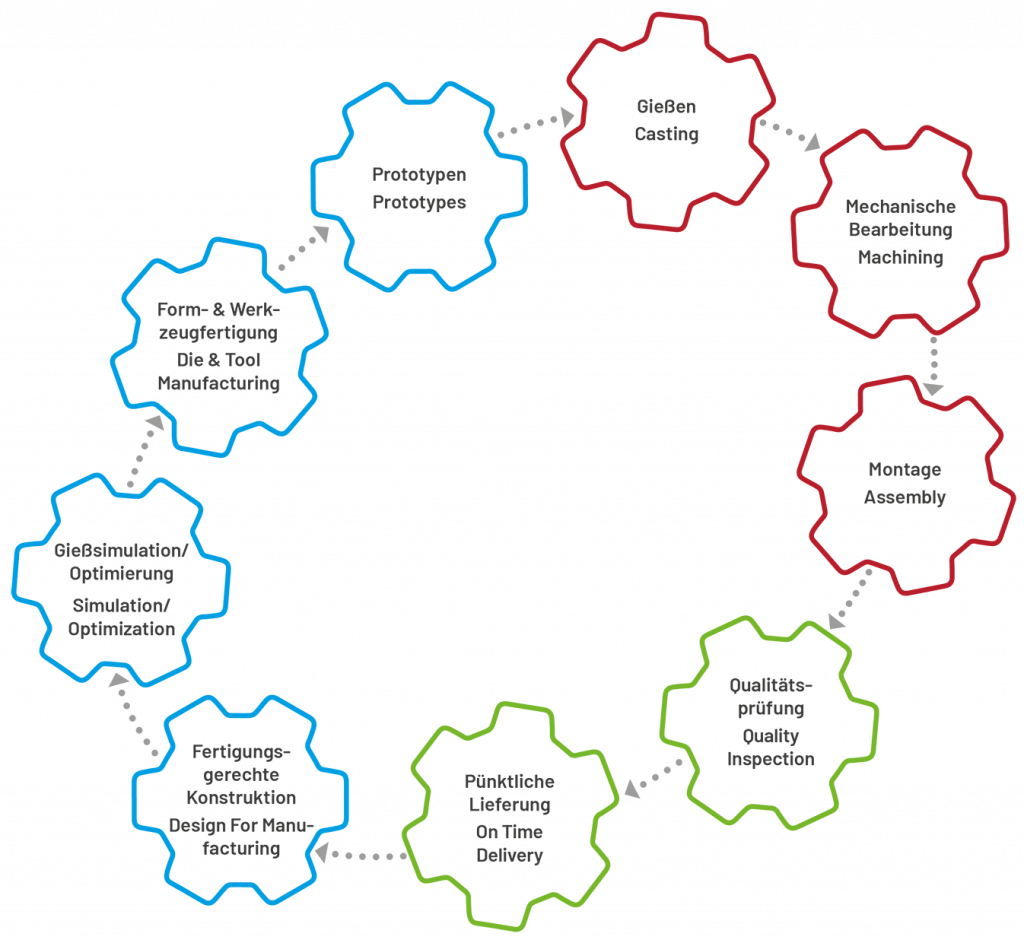
Unser Projektmanagement steuert Ihre Aufträge präzise entlang der neun Prozessphasen – zertifiziert nach Automotive-Standards für maximale Transparenz und Termintreue.
-
Zentrales Projektmanagement:
Ein fester Ansprechpartner begleitet Sie durch alle technologischen Etappen, von der fertigungsgerechten Konstruktion und Gießsimulation bis zur finalen Auslieferung. -
Reifegradabsicherung:
Wir überwachen systematisch jeden Meilenstein Ihres Projekts – von der ersten Prototypenphase über den hochpräzisen Werkzeugbau bis hin zum erfolgreichen SOP (Start of Production). -
Schnittstellenminimierung:
Durch die nahtlose Verzahnung von Engineering, Guss, mechanischer Bearbeitung und Montage an unserem Standort in Köln reduzieren wir Ihre Komplexität und sichern eine reibungslose Serienfertigung.
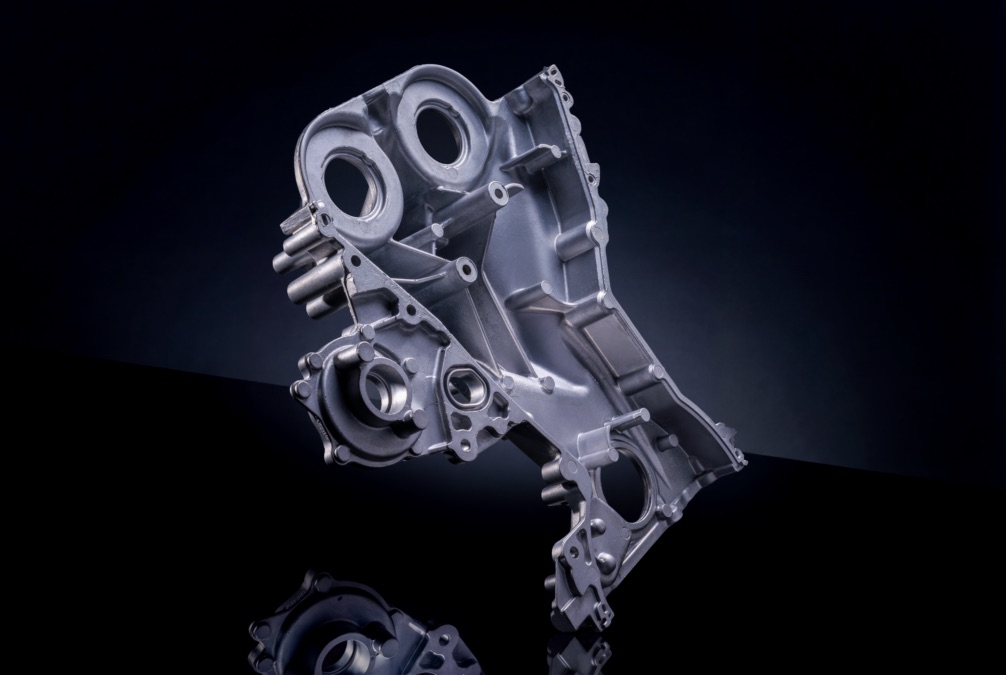
Produktgalerie: Fertigung in Serie
Unsere Erfahrung reicht von klassischen Verbrenner-Komponenten (Stirndeckel, Getriebe und Kupplungsgehäuse) bis hin zu komplexen Lösungen für Elektrofahrzeuge mit erweiterten Qualitätsanforderungen.